


We are specialists in the field of production process technologies and are able to make the automation of almost any process reality. These include processes which have either not yet been automated or previously considered as non-automatable. Let us share our expertise so you can profit from our extensive process know-how from numerous projects.
In automated assembly, both the joining and connecting of the functioning units play a key role. We integrate a wide range of connection technologies in our comprehensive solution for the assembly of electronic and automotive components.
We have engineering expertise for the processing of numerous high-tech materials. Our automation solutions come equipped with a high level of precision and quality to ensure your complex product is produced according to specifications.

Jonas & Redmann are specialists in the conception and production of highly intelligent assembly solutions as well as customized handling technology. We have almost 30 years of experience on these fields.
We offer reliable in-line inspection technology and in-process analysis software for consistent quality management in ongoing production. We consider all metrologically relevant steps already during the conception phase of a machine or production line.

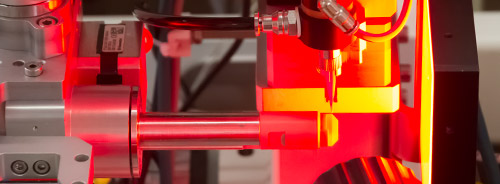
In the field of industrial material processing, the application areas for lasers are as diverse as the technologies behind them. At Jonas & Redmann, we offer the integration of laser technology in automation technology – and paired with sound process competence in numerous laser applications.
Specific development, having taken place in the field of screen printing since 2009, and combined with our expertise in the processing and handling of hard-brittle materials, has led to pioneering metallization systems and helped to equip them with competitive and unique selling point features. We would be happy to incorporate our expertise in industrial screen printing into your project.

We develop individual software as either an integral part of your machines or as a complimentary application. You benefit from our experience with numerous control and visualization systems.
Jonas & Redmann have extensive expertise in the automation of complex and multi-layered production processes.
We are particularly specialized in the development of technologies for production processes, which have either not yet been automated or were previously considered as non-automatable. Let us share our expertise so you can profit from our extensive process know-how from numerous projects in the high-tech sectors: photovoltaics, energy storage, medical engineering and assembly automation. With our extensive expertise, we offer our customers tried and tested processes and efficient system solutions for demanding applications.
Development of new production technologies and the necessary machines
Standardized platforms for automation, measuring technology and process technologies
Laboratory equipment systems, individual plant systems, integrated production lines
In automated assembly, the joining and connecting of the functioning units play a key role.

We integrate a wide range of connection technologies in our comprehensive solution for the assembly of electronic and automotive components.
Joining technology
Screw technology
Press-fit technology | precision pressing
Riveting technology
Soldering for selective soldering
Heat sealing
Welding technology
Adhesive and dosing technology
In the production of high-tech products, sensitive or pliable materials pose high demands on processing and marking processes.

From hard-brittle silicon, to pliable ultrathin foils, through to fine hollow fibers – our engineering expertise makes it possible to process numerous high-tech materials. Our automation solutions come equipped with a high level of precision and quality to ensure your complex product is produced according to specifications.
Filling / Dosing of solids and fluids
Precision dispensing of pastes and adhesives
Surface coating with pasty media
Using die cutter for the shaping of foil blanks
Z-folding of separators in accumulator production
Reshaping of hoses/tubes
Reshaping | Deep drawing of composite films
Bundling and cutting of hollow fibers
Laser marking
Pad and ink-jet printing
Labelling
Jonas & Redmann are specialists in the conception and production of highly intelligent assembly solutions as well as customized handling technology.

We offer scalable automated and semi-automated assembly and handling systems, for which various elements can be easily reconfigured. By making sure our components are easily convertible, we ensure your flexibility and enable the production of various product types. The integration of additional modules with new functionalities into existing lines can be easily implemented.
Assembly of very small parts with high cycle times
Precision and micro assembly machines
Sorting technology for bulk materials
Pick & Place module | Assembly-handling modules
Robotics (all kinematics)
Palletization units
Stacking units
Dosing units
Material feed
Transfer systems
Portal handling
Special grippers for flexible materials
Special grippers for hard/brittle and ultra-thin materials
Transport and storage devices for sensitive products/customized
Modular grippers for easy conversion when changing variants
Workpiece carrier (WT) transfer systems
AGV – Automated Guide Vehicles
Overhead transport systems
We offer reliable in-line inspection technology and in-process analysis software for consistent quality management in ongoing production. We consider all metrologically relevant steps already during the conception phase of a machine or production line. On request, when finished, the complete solution includes comprehensive quality inspection and evaluation of each measuring cell as well as all inspected objects.

Material receiving inspection
Continuous testing and monitoring during production with integrated NIO parts removal system
End-of-line Test
Robot-vision systems
Surface inspection
Measurement of layer thickness
Precision weighing
Assembly and completeness check
Code identification
Inline measurement
We offer the integration of laser technology in automation technology paired with sound process competence in numerous laser applications.

Due to the fact that we have our own laser laboratory and are in close cooperation with competence centers in the fields of laser sources and optics, we are able to keep up with rapid technological development and the implementation of customer-specific laser processing systems.
Structuring of Solar Cells
Automated tab welding in the production of lithium-based battery cells
Cutting | Separation of solar cells
Stripping | Decoating e.g. of enameled copper wire in stator production
Marking
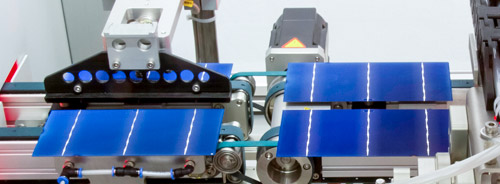
Jonas & Redmann are leading producers of fully-automated screen printing systems for the front and backside metallization of crystalline silicon solar cells.

Specific development, having taken place in the field of screen printing since 2009, and combined with our expertise in the processing and handling of hard-brittle materials, has led to pioneering metallization systems and helped to equip them with competitive and unique selling point features. We would be happy to incorporate our expertise in industrial screen printing into your project.
Highest possible level of accuracy in object orientation and screen printing
Soft-Print Technology through low-contact transport and processing strategies
Unique screen lift kinematics for high screen life
Innovative pressure deposit coating
Multi-layer printing processes with the highest level of precision possible
Automation software is essential to ensure a high level of both functionality and efficiency. A core competence of Jonas & Redmann is the development of individual software for technically complex machines and systems.

We develop individual software as either an integral part of your machines or as a complimentary application. You benefit from our experience with numerous control and visualization systems (Siemens, Beckhoff, Allen Bradley, customized).
High-level language programming
Manufacturing Execution System (MES) interfaces
System integration of measurement technology | Process technology
Programming of industrial robots
Performance increase through software | Diagnosis and remote access

Sitemap