News

Integrierte Prozessüberwachung in der Medizintechnik
Um die Funktionalität von Mischdüsen für zahntechnische Anwendungen sicherzustellen, setzt ein Sondermaschinenbauer auf integrierte Prozessüberwachung. Mit einem Drehmomentsensor wird eine Reibwertprüfung durchgeführt, mit der Gut- und Schlechtteile automatisch separiert werden. Voraussetzung dafür ist die ebenfalls integrierte Messtechnik, die das Signal direkt an die Maschinensteuerung übergibt.

Das Berliner Maschinenbauunternehmen Jonas & Redmann gibt es seit nahezu 30 Jahren. Der Anlagenbauer fertigt Maschinen und Anlagen in der Montage- und Prozessautomation, von der integrierten Stand-alone-Zelle bis hin zur hochautomatisierten Fertigungslinie. Jede für die Medizintechnik gebaute Anlage muss deshalb entsprechend qualifiziert und validiert werden, inklusive aller Baugruppen und Zusatzkomponenten.
Viele der Projekte im Geschäftsfeld Medizintechnik drehen sich um sogenannte Disposals, medizinische Einmalprodukte, die nach dem Gebrauch entsorgt und deshalb in großen Stückzahlen gefertigt werden müssen. Hohe Qualität ist hier ein absolutes Muss. Frank Polak, Leiter des Geschäftsbereichs Medizintechnik, gibt Einblick in ein aktuelles Projekt: „Für ein Dentallabor haben wir eine hochautomatisierte Fertigungszelle für eine Mischdüse entwickelt. Um die Qualität im laufenden Prozess zu sichern, setzen wir einen Drehmomentsensor von Kistler ein, der direkt mit der Maschinensteuerung kommuniziert.“ Die Mischdüse wird im Dentallabor beim Herstellen von Vergussmassen für zahnmedizinische Produkte eingesetzt, wie sie zum Beispiel ein Zahnarzt für das Anfertigen von Gebissabdrücken benötigt.
Um die Funktionalität der Baugruppe sicherzustellen, wird eine Reibwertprüfung (< 0,5 Nm) am Mischwerk der montierten Düse durchgeführt. „Bei dem Produkt handelt es sich um eine Kunststoffbaugruppe aus vier Bauteilen, die in der Maschine gefügt und anschließend geprüft wird. Dank der Lösung von Kistler stellen wir nicht nur die Qualität der etwa fünf Millionen Stück pro Jahr sicher, sondern sorgen zugleich für Nachverfolgbarkeit“, erklärt Polak. „Traceability ist in der Medizinbranche heutzutage unverzichtbar; dabei geht die Verantwortung zunehmend auf den Sondermaschinenbauer über.“
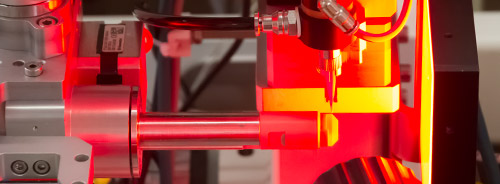
Die Messtechnik von Kistler ermöglicht bereits im Prozess Kenngrößen wie Kraft, Drehmoment, Dehnung oder Druck zu ermitteln und als Basis für die Qualitätssicherung einsetzen. In Kombination mit geeigneten Auswerte- und Regelsystemen können auf die jeweilige Anwendung zugeschnittene Prozessoptimierungen erfolgen, die nicht nur Maschinen schützen, sondern sich am Ende auszahlen.Durch die Kombination des Drehmomentsensors 4502A von Kistler mit dem Auswertesystem Maxymos BL ist eine lückenlose Inline-Prozessüberwachung sichergestellt. Auf dem Monitor des Maxymos Systems lässt sich der Drehmomentverlauf für jedes einzelne Produkt genau nachvollziehen. In die hochautomatisierte Anlage hat der Hersteller eine Schlechtteil-Separierung integriert. Aus dem vom Drehmomentsensor erzeugten Messwert wird ein iO-/niO-Signal generiert, das direkt an die Steuerung übertragen wird. Dadurch werden mit unzureichendem Drehmoment gefügte Teile gleich aussortiert. In der Minute werden 40 Teile gefertigt, sodass für das Aussortieren lediglich anderthalb Sekunden bleiben. Polak weiter: „Bevor wir Drittkomponenten einsetzen prüfen wir genau, ob wir die Anforderung nicht selbst als Eigenkonstruktion realisieren können. In diesem Fall war das System von Kistler jedoch einfach die bessere Alternative für eine integrierte Prozessüberwachung.“
Der Prototyp der neuen Anlage für die Mischdüsenfertigung mit den integrierten Komponenten des Messtechnikherstellers war auf der Automatica 2018 am Stand von Jonas & Redmann zu sehen. Dies war möglich, weil Kistler schnell einen Testaufbau realisieren konnte, um die Machbarkeit zu prüfen. Dabei wurde bestätigt, dass die Messwelle für diesen Anwendungsfall geeignet ist. Die theoretisch angenommenen Reibmomente stimmten mit den am Versuchsaufbau gemessenen, tatsächlich auftretenden Momenten weitestgehend überein. Jörg Nimz, Vertriebsingenieur bei Kistler, zeigt sich entsprechend erfreut: „Die verwendete Messwelle hat sich bereits mehrfach am Markt bewährt, besonders in derartigen Anwendungen bei der Erfassung von Reibwerten.“

Wir sind spezialisiert auf die Entwicklung von Technologien für Produktionsprozesse, die bis dato noch nicht automatisiert sind oder als nicht automatisierbar gelten. Profitieren Sie von unserem umfangreichen Prozess-Know-how aus zahlreichen Projekten.
In der automatischen Montage kommt den Funktionseinheiten zum Fügen und Verbinden eine zentrale Rolle zu. Wir integrieren eine breite Palette von Verbindungstechnologien in unsere Gesamtlösungen zur Montage von Elektronik- und Automotivekomponenten.
Wir bieten Engineering-Expertise für die Bearbeitung zahlreicher Hightech-Materialien. Mit hoher Präzision und Qualität bearbeiten unsere Automatisierungslösungen auch Ihr komplexes Produkt, entsprechen der Spezifikation.

Jonas & Redmann ist Spezialist in der Konzeption und Fertigung intelligenter und hochflexibler Montagelösungen sowie kundenspezifischer Handlingtechnologie. In diesem Bereich verfügen wir über nahezu 30 Jahre Erfahrung.
Für ein durchgängiges Qualitätsmanagement in der laufenden Produktion bieten wir zuverlässige inline Messtechnik und In-Prozess Analyse-Software. Bereits während der Konzeption einer Anlage denken wir alle messtechnisch relevanten Schritte mit.

In der industriellen Materialbearbeitung sind die Anwendungsgebiete für Laser genauso vielfältig wie die Technologien dahinter. Wir bieten die Integration von Lasertechnik in Automatisierungstechnik, gepaart mit fundierter Prozesskompetenz in zahlreichen Laserapplikationen.
Die gezielte Entwicklungsarbeit im Bereich Siebdruck seit 2009, gebündelt mit unserer Expertise in der Bearbeitung und Handhabung hartspröder Materialien, hat wegweisende Lösungen für die partielle Beschichtung von empfindlichen Produkten, wie zum Beispiel Solar-Wafern, hervorgebracht.

Wir entwickeln individuelle Software als integralen Bestandteil Ihrer Maschinen oder als ergänzende Applikation. Dabei profitieren Sie von unserer Erfahrung mit verschiedenen Steuerungs- und Visualisierungssystemen.
Jonas & Redmann verfügt über weitreichende Kompetenz in der Automatisierung komplexer und vielschichtiger Produktionsprozesse.

Dabei sind wir besonders spezialisiert auf die Entwicklung von Technologien für Produktionsprozesse, die bis dato noch nicht automatisiert sind oder als nicht automatisierbar gelten. Profitieren Sie von unserem umfangreichen Prozess-Know-how aus zahlreichen Projekten in den Hochtechnologiebranchen: Photovoltaik, Energiespeicher, Medical Engineering und Montageautomation. Mit umfassender Expertise bieten wir unseren Kunden bewährte Prozesse und effiziente Systemlösungen für anspruchsvolle Anwendungen.
Entwicklung neuer Produktionstechnologien und der dafür notwendigen Maschinen
Standardisierte Plattformen für Automation, Messtechnik und Prozesstechnologien
Laboranlagen, Einzelanlagen, Integrierte Produktionslinien
In der automatischen Montage kommt den Funktionseinheiten zum Fügen und Verbinden eine zentrale Rolle zu.

Wir integrieren eine breite Palette von Verbindungstechnologien in Ihre Gesamtlösungen zur Montage von Elektronik- und Automotivekomponenten.
Fügetechnik
Schraubtechnik
Einpresstechnik | Präzisionspressen
Niettechnik
Löttechnik zum Selektivlöten
Schraubtechnik
Heißsiegeln
Schweißen
Klebetechnik und Dosiertechnik
In der Produktion von Hightech-Produkten stellen sensible oder biegeschlaffe Materialien hohe Ansprüche an Bearbeitungs- und Markierprozesse.

Von hartsprödem Silizium, über biegeschlaffe ultradünne Folien bis hin zu Feinsthohlfasern – wir bieten Engineering-Expertise für die Bearbeitung zahlreicher Hightech-Materialien. Mit hoher Präzision und Qualität bearbeiten unsere Automatisierungslösungen auch Ihr komplexes Produkt, entsprechend der Spezifikation.
Abfüllen / Dosieren von Feststoffen und Fluiden
Präzisionsdispensen von Pasten und Klebstoffen
Beschichten von Oberflächen mit pastösen Medien
Formgebung von Folienzuschnitten durch Stanzen
Z-Falten von Separatorband in der Akkumulatorproduktion
Umformen von Schlauch
Umformen | Tiefziehen von Verbundfolien
Ablängen, Bündeln und Zuschneiden von Hohlfasern
Lasermarkieren
Tampon- und Inkjetdruck
Etikettieren
Jonas & Redmann ist Spezialist in der Konzeption und Fertigung intelligenter und hochflexibler Montagelösungen sowie kundenspezifischer Handlingtechnologie.

Wir bieten skalierbare automatisierte und halbautomatisierte Montage- und Handlinganlagen, in denen Elemente auf einfachste Weise rekonfiguriert werden können. Einfach umrüstbare Komponenten bieten Flexibilität und ermöglichen die Produktion unterschiedlicher Produkttypen. Die Integration von zusätzlichen Modulen mit neuen Funktionalitäten in bestehende Linien kann einfach umgesetzt werden.
Montage von Kleinstteilen mit hohen Taktzeiten
Präzisions- und Mikromontageautomaten
Sortiertechnik für Schüttgut
Pick & Place Module | Montage-Handlingmodule
Robotik (alle Kinematiken)
Palettiereinheiten
Stapeleinheiten
Dosiereinheiten
Zuführungen
Transfersysteme
Portalhandlings
Spezialgreifer für biegeschlaffe Materialien
Spezialgreifer für hartspröde und ultradünne Materialien
Transport- und Speichermedien für sensitive Produkte/ kundenspezifisch
Modulare Greifer zur einfachen Umrüstung bei Variantenwechsel
Werkstückträgerumlaufsysteme
Automated Guide Vehicles
Overhead-Transportsysteme
Für ein durchgängiges Qualitätsmanagement in der laufenden Produktion bieten wir zuverlässige inline Messtechnik und In-Prozess Analyse-Software. Bereits während der Konzeption einer Anlage denken wir alle messtechnisch relevanten Schritte mit. Die fertige Gesamtlösung bietet auf Wunsch eine umfangreiche Qualitätsprüfung und -auswertung je Messzelle sowie über alle Prüfobjekte.

Materialeingangsprüfung
Durchgängige Prüfung und Überwachung während der Produktion mit integrierter Schlechtteilausschleusung
End-of-Line Test
Robot-Vision-Systeme
Oberflächeninspektion
Vermessung von Schichtdicke
Präzisionswiegen
Montage- und Vollständigkeitsinspektion
Code Identifikation
Inline Vermessung
Wir bieten die Integration von Lasertechnik in Automatisierungstechnik, gepaart mit fundierter Prozesskompetenz in zahlreichen Laserapplikationen.

Ein eigenes Laserlabor und die enge Kooperation mit Kompetenzstellen im Bereich Laserquellen und Optik ermöglichen die schnelle Entwicklung und Umsetzung kundenspezifischer Laserprozessanlagen.
Laserbearbeitung in der Herstellung von Solarzellen
Schneiden | Trennen von biegeschlaffen Materialien wie Folien und Separatoren,
Schweißen von Ableitertabs in der Herstellung von Lithium-Ionen-Zellen
Entlacken | Entschichten z.B. von Kupferlackdraht in der Statorherstellung
Markieren
Jonas & Redmann ist ein führender Hersteller vollautomatischer Anlagen zur Front- und Rückseitenmetallisierung von kristallinen Silizium-Wafern im Siebdruckverfahren.

Die gezielte Entwicklungsarbeit im Bereich Siebdruck seit 2009, gebündelt mit unserer Expertise in der Bearbeitung und Handhabung hartspröder Materialien, hat wegweisende Metallisierungsanlagen mit wettbewerbsentscheidenden Alleinstellungsmerkmalen hervorgebracht. Unsere Expertise im industriellen Siebdruck bringen wir gern in Ihr Projekt ein.
Höchste Genauigkeit bei der Objektausrichtung und beim Siebdruck
Soft-Print Technologie durch berührungsarme Transport- und Bearbeitungsstrategien
Einzigartige Siebliftkinematik für hohe Sieblebensdauer
Innovative Drucknestbeschickung
Mehrschichtdruckprozesse in höchster Präzision
Automatisierungssoftware ist essenziell für eine hohe Funktionalität und Effizienz. Eine Kernkompetenz der Jonas & Redmann liegt in der Entwicklung individueller Software für technisch komplexe Maschinen und Anlagen.

Wir entwickeln individuelle Software als integralen Bestandteil Ihrer Maschinen oder als ergänzende Applikation. Dabei profitieren Sie von unserer Erfahrung mit verschiedenen Steuerungs- und Visualisierungssystemen (Siemens, Beckhoff, Allen Bradley, kundenspezifisch).
Hochsprachenprogrammierung
Manufacturing Execution System (MES) Schnittstellen
Systemintegration von Messtechnik | Prozesstechnik
Programmierung von Industrierobotern
Leistungssteigerung durch Software | Diagnose und Fernzugriff

Sitemap